Glasfaserleitungen sicher führen
Zuverlässige 3D-Energiekette für eine mobile Laserhärteanlage
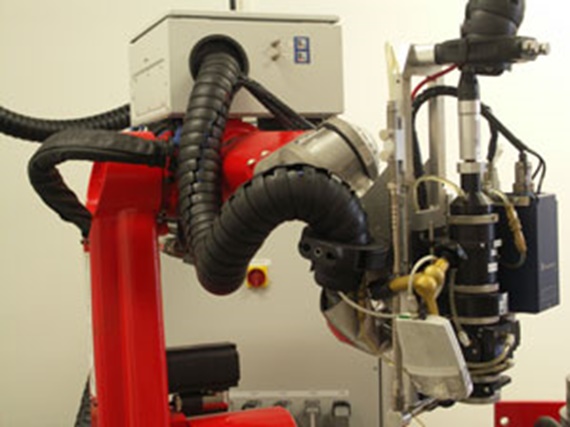
Das Herzstück dieser mobilen Härteanlage ist ein Hochleistungsdiodenlaser, der von einem Roboter sicher geführt werden muss. Es bewähren sich montagefreundliche Energiezuführungen, die zum einen die empfindliche Glasfaserleitung des Lasers schützen und zum anderen für die notwendige Beweglichkeit der Roboterhand am zum härtenden Objekt sorgen.
„Eine Glasfaserleitung in unseren Härteanlagen kann bis zu 20.000 Euro kosten“, macht Dr.-Ing. Eckehard Hensel, Geschäftsführer der ALOtec GmbH, am Standort Kesselsdorf bei Dresden deutlich. „Damit sie nicht bricht und Prozesse unterbrochen werden, was zu Qualitätseinbußen am zu härtenden Bauteil führt, muss sie auf Dauer effektiv geschützt werden.“ Das funktioniert über Energiezuführungen der igus® GmbH, Köln. Es kommt die in alle Richtungen bewegliche Produktpalette triflex® R zum Einsatz, die mittlerweile in dritter Generation zur Verfügung steht. Sie ist speziell für anspruchsvolle 6-Achsen-Roboter-Anwendungen entwickelt worden. Mit ihr werden vom großen Schweiß- bis zum kleinen Palettierroboter alle Anforderungsprofile im rauen industriellen Umfeld abgedeckt.
Vorteile des Laserstrahlhärtens
Das Unternehmen ALOtec GmbH ist 1998 aus dem Dresdener Fraunhofer Institut für Werkstoff und Strahltechnik (IWS) gegründet worden. Seitdem liegt der Schwerpunkt auf der Herstellung von Laserstrahlhärteanlagen nach Kundenvorgaben. Sie bewähren sich im Maschinen-, Werkzeug- und Formenbau. Referenzanlagen finden sich in Deutschland und Europa sowie in den USA und Indien. „Außerdem bieten wir Laserhärten als Dienstleistung auf unseren eigenen Laserstrahlhärteanlagen an“, berichtet der Geschäftsführer. Mit insgesamt zwölf Mitarbeitern hat sich das Unternehmen am Markt etabliert.
Das Laserhärten bzw. das Laserstrahlhärten kommt seit etwa zehn Jahren in der Industrie zur Anwendung. Für diese Randschicht-Härteverfahren werden unter anderem auch direkt strahlende und fasergekoppelte Hochleistungsdiodenlaser (HLDL) eingesetzt. Sie arbeiten in einem relativ kurzen Wellenlängenbereich. Die Energieabsorption im Werkstoff ist dadurch im Vergleich zu anderen Laserstrahlquellen deutlich effizienter.
Beim Vorgang des Laserhärtens wird Wärme sehr zielorientiert oder partiell ins Bauteil eingebracht. Die Wärmemenge ist deutlich niedriger als bei anderen Verfahren. Daraus ergibt sich der Vorteil eines nicht signifikanten Bauteilverzugs. Folglich lässt sich eine spanende Nachbearbeitung am gehärteten Bauteil minimieren oder sogar ganz vermeiden. Zu den weiteren Vorteilen des Laserhärtens gehören neben dem hohen energetischen Wirkungsgrad, kurze Prozesszeiten und damit die schnelle Verfügbarkeit gehärteter Bauteile für nachfolgende Produktionsschritte. Weitere Kennzeichen sind die signifikante Umweltverträglichkeit und Sauberkeit. Kühlmedien wie Öl oder Wasser sind nicht erforderlich. Voraussetzung ist lediglich der direkte freie Zugang des Laserstrahls zur Bauteiloberfläche.
Eine Anwendung aus der Praxis
Härten lassen sich grundsätzlich Oberflächen aus Stahlguss, Bau-, Vergütungs- und Werkzeugstählen, aber auch unterschiedliche Gusseisensorten wie Grauguss mit Lamellen- oder Kugelgraphit. Auf einer mobilen Härteanlage ist am Standort als Dienstleistung beispielsweise der Außenläufer eines Elektromotors, der gleichzeitig als Treibscheibe eines Aufzuges dient, in den Nutrillen gehärtet worden. In der Treibscheibe sind Rillen eingefräst, in die das Aufzugseil geklemmt und gelagert wird. Damit diese Rillen nicht frühzeitig verschleißen, werden die Nutflanken noch einmal beidseitig gehärtet.
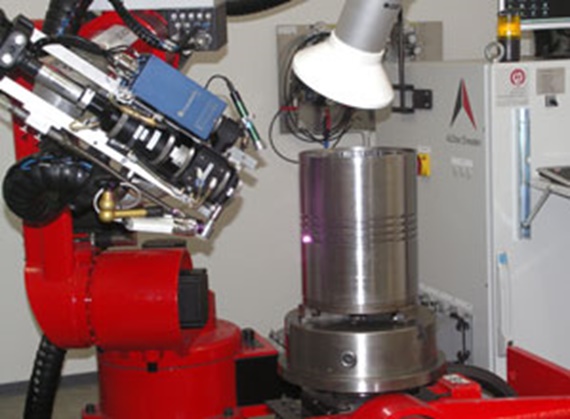
„Die Lebensdauer eines Aufzuges muss mehrere Jahrzehnte betragen“, gibt dazu Eckehard Hensel zu bedenken. „Das gilt natürlich auch für die Treibscheibe. Ihr Verschleißverhalten wird durch das Laserstrahlhärten entscheidend verbessert.“
Zuverlässige Prozessabläufe
Die Strahlquelle des Hochleistungsdiodenlasers wird von einem 6-Achsen-Roboter mit entsprechend hohen Freiheitsgraden geführt. „Der fasergekoppelte Diodenlaser arbeitet über eine Glasfaserleitung. Das bedeutet, dass eine entsprechende Leitung an die Roboterhand, die sechste Achse, gebracht werden muss“, erläutert der Geschäftsführer. „Für diese und alle weiteren Leitungen wie beispielsweise Druckluft- oder Signalleitungen brauchen wir stabile Leitungsführungen, die auf Dauer halten.“
Ein Merkmal ist dabei, dass die Glasfaserleitung separat in einer eigenen Führung liegt. „Sie darf beim Einlegen nicht beschädigt werden und muss relativ einfach ein- und auszubauen sein. Dazu kommt, dass sie unter keinen Umständen geknickt werden darf“, berichtet Eckehard Hensel aus dem Anforderungsprofil. Sämtliche Leitungen liegen in triflex® -Energiezuführungen Serie TRE.70, eine besonders einfach von außen zu befüllende 3D-Kette. Durch das Zweikammerprinzip der TRE Serie besteht die Möglichkeit, empfindliche Leitungen in einer einzelnen Kammer mit maximalem Schutz zu verlegen. Der U umlaufende Biegeradienanschlag sowie der definierte Torsionsanschlag verhindern die Überbeanspruchung von teuren Leitungen – dieses Prinzip erhöht die Lebensdauer und Betriebssicherheit der Anwendung. Leitungen können hier grundsätzlich problemlos nachträglich ausgetauscht werden. „Muss eine Glasfaserleitung ausgetauscht werden, kann sie schnell von einer einzelnen Person herausgezogen und ersetzt werden. Da unsere Anlagen teilweise auch im Ausland stehen, müssen wir den Aufwand für den Servicefall entsprechend minimieren. Außerdem darf der Fertigungsprozess beim Anlagenbetreiber nicht unnötig lange unterbrochen werden!“
Ein weiteres konstruktives Detail ist, dass die Energiezuführungsserie einfach gekürzt und verlängert werden kann. „Damit kann ich beim Aufbau einer Kundenanlage auf die baulichen Gegebenheiten vor Ort schnell reagieren, in dem ich sie gliedweise in der Länge anpassen kann“, verdeutlicht dazu der Geschäftsführer. Vor der Entscheidung für diese Energiezuführungen sind eine Reihe von weiteren Systemen anderer Anbieter getestet worden, die sich aber in der Praxis nicht bewährt haben. „Im Bereich der Montagefreundlichkeit ist diese Energiezuführung nicht zu toppen.“
Um für die notwendige Steifigkeit des Gesamtsystems zu sorgen, führt der Anlagenbauer in die werksseitig vorgesehenen Bohrungen der Kette Glasfaserstäbe ein. Damit kann der Biegeradius auf die notwendigen 350 mm begrenzt werden. „Die Themen Beschleunigung oder Zugkräfte spielen für uns keine Rolle, sondern es kommt uns auf die Beweglichkeit, die Zuverlässigkeit und die Montagefreundlichkeit des Systems an“, verdeutlicht noch einmal Eckehard Hensel. „Aber auch an die Temperaturbeständigkeit stellen wir hohe Anforderungen.“
Die Laserleistung der Härteanlage liegt in der Regel bei 10 2 bis 6 kW. Sie kann allerdings je nach Anlage auch wesentlich höher sein, d. h. die Wärmestrahlung ist durch die teilweise Reflexion des Laserstrahles an der Bauteiloberfläche größer. Und kommen dazu konkav geformte Bauteile, fokussiert sich die Wärme wie durch eine Linse. Dieser Fokuspunkt mit seiner Leistungsdichte kann schlimmstenfalls die Glasfaserleitung durchbrennen. Beholfen hat sich der Anlagenbauer mit einer Schweißschutzhülle, die vor reflektierender Strahlung schützt und damit die Funktionsfähigkeit der optischen Leitung sichert. „Die Entfernung von der Strahlquelle zum Bauteil beträgt nur wenige Zentimeter. Und wenn dann im Fall der Fälle nur drei oder vier Kunststoffkettenglieder ausgetauscht werden müssen, überzeugt das Kunden eher als ein teurer Gesamtaustausch“, macht der Geschäftsführer klar.
Herantasten an die Lösung
Seit dem Jahr 2006 kommen diese Energiezuführungen in allen Härteanlagen zum Einsatz. „Wir haben uns an die jetzige Lösung herangetastet“, blickt der technische Verkaufsberater von igus® , Matthias Gebauer, zurück. „Außerdem sind im Laufe der Jahre weitere Zwischengrößen eingeführt worden, so dass heute für die jeweiligen Anforderungen die entsprechenden Kettenquerschnitte und Kettenlängen ab Werk zur Verfügung stehen, die nur noch individuell angepasst werden müssen.“

Ursprünglich fiel die Wahl auf die geschlossenen triflex® -Energiezuführungen TRC.100. Allerdings gestaltete sich hier der schnelle Austausch der Leitungen als Problem. „Aus diesem Grund haben wir uns letztlich für die offene Energiezuführung entschieden“, so Eckehard Hensel. Entsprechende Musterlieferungen haben die Entscheidung vorangebracht. „Die Muster, die persönliche Beratung, die kurzfristige Verfügbarkeit aller Komponenten haben uns überzeugt. Auf alle Änderungswünsche ist darüber hinaus schnell reagiert worden. Heute können wir eine hohe Systemsicherheit bieten.“
Die Wahl der kleineren mehrdimensional beweglichen Energiezuführung hat natürlich auch Auswirkungen auf das gesamte Anlagenkonzept. Dazu sagt abschließend Eckehard Hensel: „Die Anlagen sind grundsätzlich kompakt gebaut. Dafür sind unter anderem auch die Energiezuführungen verantwortlich. Die Härteanlagen müssen auf Dauer einwandfrei funktionieren. Ihre Technik ist ausgereift. Und das können wir beweisen. Trotz der hohen mechanischen Beanspruchung haben wir weltweit keinen einzigen Bruch einer Glasfaserleitung mehr zu verzeichnen!“
Die Wahl der kleineren mehrdimensional beweglichen Energiezuführung hat natürlich auch Auswirkungen auf das gesamte Anlagenkonzept. Dazu sagt abschließend Eckehard Hensel: „Die Anlagen sind grundsätzlich kompakt gebaut. Dafür sind unter anderem auch die Energiezuführungen verantwortlich. Die Härteanlagen müssen auf Dauer einwandfrei funktionieren. Ihre Technik ist ausgereift. Und das können wir beweisen. Trotz der hohen mechanischen Beanspruchung haben wir weltweit keinen einzigen Bruch einer Glasfaserleitung mehr zu verzeichnen!“
